Multi-Layer Extruder Filter in Plastic Filtration
In today's world it would be hard to imagine that any sector of our daily lives, economics or technology, could be without plastics. It is enough to look around us and analyze how many objects are made of plastic to visualize the economic importance of these materials. This importance is reflected in the growth rates that, over a number of years since the turn of the century, have outperform almost all other industrial activities and material groups.
Since plastic is so closely related to our lives, do you know how plastic is produced? Plastic production will also use our stainless steel woven mesh. What kind of role did the wire mesh play? Let's share it.
Extruder Filter
In all plastic extrusion processes, there is an element called a perforated plate. This element is inserted at the end of the extruder, between the screw and the nozzle, and consists of a perforated stainless steel metal disc (with circular perforations of specified measurements) which holds a filter pack screen, meshes or as it is called in technology: screen-pack.
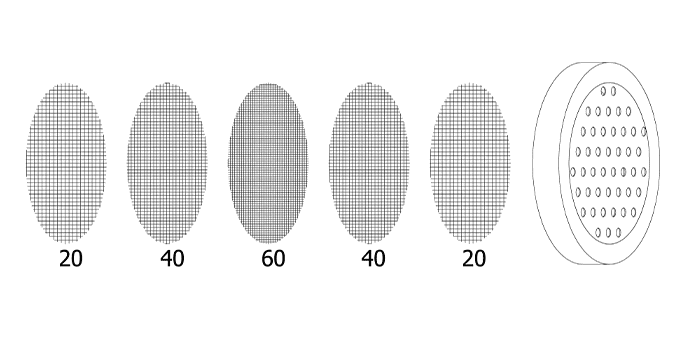
The screen-pack would be arranged so that the molten material first penetrates, for example, the finer filter mesh and then the coarser filter meshes. And the alternative would be a finer mesh in the middle. Finally, another alternative would be to use the coarsest mesh at the beginning, and the finest mesh at the end. In other words, there is no specific rule in this regard.
The mesh arrangement, is illustrated here with fine mesh placed between the coarse meshes, as normally recommended, as well as the sinker that supports it. This assembly mainly functions as a filter against foreign material that may have entered the hopper. It also helps to increase the back pressure in the barrel and thus improve the mixing and homogenization of the molten material.
A typical screen-pack might consist of 3 layers of filter meshes: 20 mesh, 40 mesh and 60 mesh. However, this arrangement varies according to the material being processed, the process to be performed, and the length of the screw.
For example, for the transformation of Polyethylene into a film, a relatively light screen-pack is recommended, that is, 20 mesh, 80 mesh and 20 mesh; this takes into account that the "balloon" is extruded vertically from a current matrix. The characteristics of the metal disc or breaker-plate and its optimal use, are accomplished by drilling holes from 1/16" to 1/8" in diameter, more than 30% – 35% of the total area of the disc, arranged symmetrically.
The quantity and specifications of the extruder filters depend on the machine and the type and characteristics of the resin to be worked on.
Basically, the function of the breaker-plate and screen-pack is to filter any foreign material that may be present in the molten material, but it also has the following functions:
- Break the flow of molten plastic material, distribute it properly, and give a consistent forward movement, with controlled back pressure.
- Prevent the continuity of cold parts of the material until it has the same plasticity as the rest of the material.
- Retain, in general, impurities and especially "gels" and agglomerates that could contaminate the desired final product.
- Check the pressure developed by the extruder.
- Transform the helical movement provided by the screw by grinding a more regular parallel flow.
Regarding the above, the mesh arrangement can affect the progress of extrusion in different ways: for example, the counter-pressure in the dosing area can be significantly increased by using a fine mesh arrangement. This back pressure effect occurs at lower temperatures and pressures that are characteristic of blown film extrusion. Higher back pressure at a given screw speed improves mixing and homogenization, and therefore extrusion quality, although it may slightly reduce throughput. However, it should be noted that slightly increasing the molten material temperature, using a more complex mesh arrangement, increases the pressure and generates additional friction heat.
By increasing the layer of wire mesh, or their fineness, the friction of the molten material by holding in the cylinder increases, and consequently the temperature, an increase that must be adjusted with a decrease in the heat supply by the resistances.
The higher the back pressure, with the same motor speed, the mixing and homogenization of the resin increases, with the consequent improvement in the quality of the product. If there is more back pressure, the hourly output of the machine must decrease, which we can be corrected by increasing the motor speed.
Some extrusion operations require such frequent filter changes that it has required machine manufacturers to design an automatic filter change (Automatic Filter Changer). With such a mechanism, it is possible to verify a filter change in tenths of a second, automatically, but its basic use will depend on its applicability, and where your investment allows the process. With this system, the painful work (the interrupted operation, the loss of time, and the produced waste ) of changing filters is eliminated. Considering that this change in some cases can last from 15 to 30 minutes, and in some cases more complicated. New technologies include a self-cleaning filtration system in machinery, which not only allows automatic filtration changes, but also the reuse of filters clogged with contaminants. These devices have two breaking plates with filter meshes. When one filter mesh is saturated with contamination, a small flow of the same molten material is passed in counter-flow (purge), which results in the elimination of contaminants; at the same time, the other filter remains in operation. These self-cleaning filtration system is very useful when it comes to extruding heavily contaminated material (e.g. recycled material).
Filter Mesh
Filter mesh for extrusion is made of tightly woven metal mesh. Its filtering power depends on the type of weave and diameter of the wires. The metallic wires can be made of galvanized steel, chrome steel, chrome-nickel steel, chrome-nickel-molybdenum steel, titanium, etc.
Filter mesh shapes are very varied and depends on the shapes of the breaker-plate, as well as filter mesh belts or rolls used as continuous filters that run as they become clogged with contaminants.
Extruder filter mesh belt
If you are interested, you can contact us